1、钢筋连接的形式主要分为焊接、机械连接和绑扎搭接;其中焊接包含闪光对焊、电弧焊、电阻点焊、电渣压力焊、气压焊。
2、施工时应按国家现行标准《钢筋机械连接通用技术规程》JGJ107、《钢筋焊接及验收规程》JGJ18的规定抽取机械连接接头、焊接接头试件作力能检验,其质量应符合有关规程的规定。
钢筋的焊接
1、焊接目的:接长(钢筋);成型(网片、箍筋);连接构件。
2、焊接点位置:
不在最大弯矩处及弯折处(距弯折点≮10d);
受拉筋接头数≯50%;
不宜在框架梁端、柱端箍筋加密区内;
3、影响钢筋焊接质量的因素:
(1)与钢筋的化学成分有关;C、Mn、Si含量增加则可焊性差,Ti增加则可焊性好;
(2)与原材料的机械性能有关;塑性越好,可焊性越好;
(3)与焊接工艺及焊工的操作水平有关;
(4)环境低于-20℃不得焊接。
(一)闪光对焊:
1、原理:通电后,两钢筋轻微接触,通过低电压的强电流,产生高温,熔化后顶锻,形成镦粗结点。

2、适用:在钢筋棚里纵向钢筋连接
3、工艺:
①连续闪光焊——适于焊接直径<25的钢筋;
②预热闪光焊——适于焊接直径大且端面较平的钢筋;
③闪光—预热—闪光焊——适于焊接直径大且端面不平整的钢筋;
4、质量检查:
外观—应有镦粗,无裂纹和烧伤,接头弯曲≯3°,轴线偏移≯0.1d、且≯2mm。
机械性能—每批(300个接头)取6个试件,3个做拉力试验,3个做冷弯试验。
(二)电弧焊:
1、原理:利用弧焊机使焊条与焊件之间产生高温电弧,熔化焊条及电弧范围内的焊件金属,凝固后形成焊缝或接头。
2、接头形式与要求:
(1)搭接焊:用于直径10mm以上的钢筋。
焊缝要求:无裂纹、气孔、夹渣、烧伤
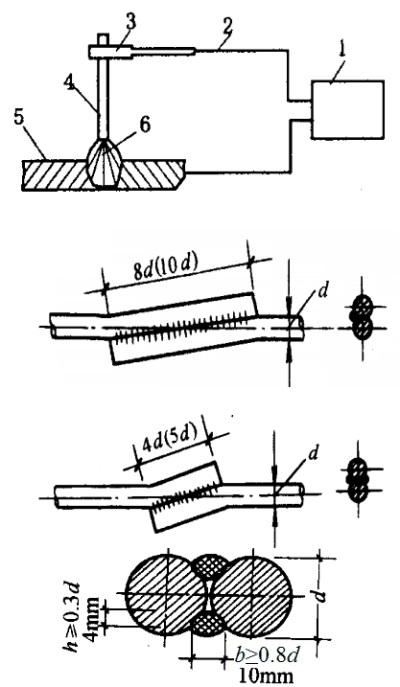
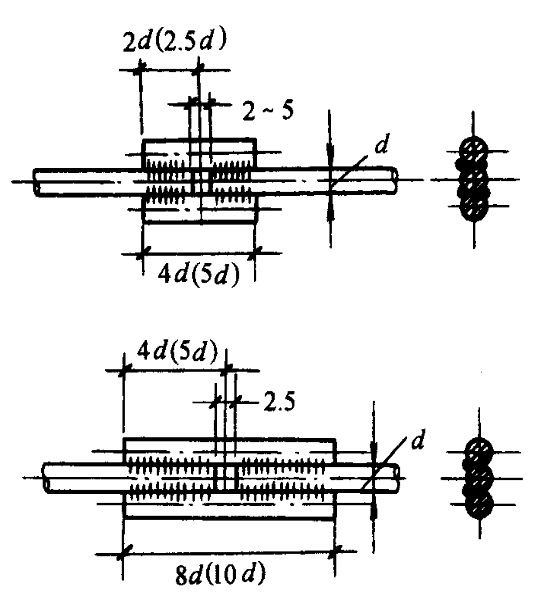
(2)帮条焊:用于直径≥10mm钢筋(同搭接焊)
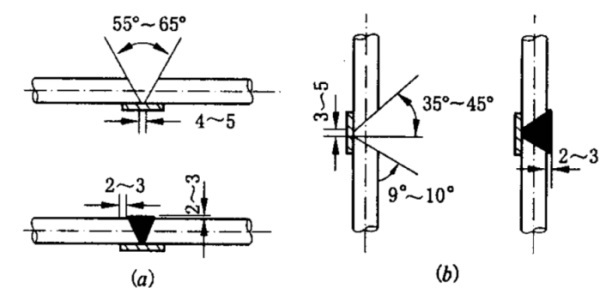
(3)坡口焊:有平焊和立焊,较少用。
(三)电渣压力焊:
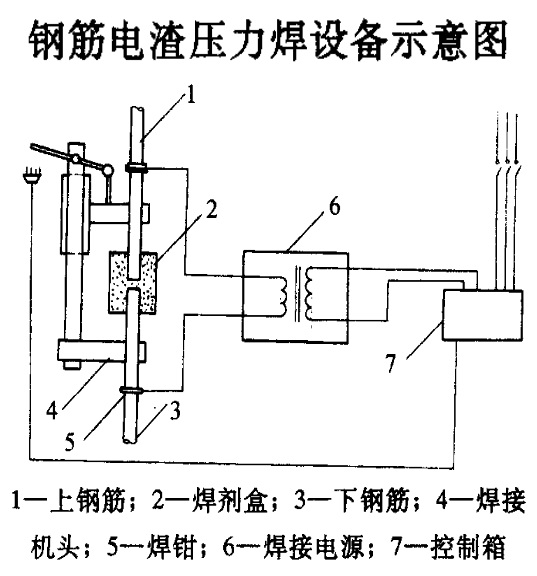
1、用于:现场结构、构件中14~32mm的竖向粗筋的接长。
2、特点:可节约钢筋,焊接速度快,成本低,质量高。
3、原理:电弧熔化焊剂形成空穴,继而形成渣池,上部钢筋潜入渣池中,电弧熄灭,电渣形成的电阻热使钢筋全断面熔化,断电同时向下挤压,排除熔渣与熔化金属,形成结点。

电渣压力焊适用于Ø18~32的Ⅱ级钢及新Ⅲ级钢筋连接。焊接的接头要求鼓包均匀,鼓包直径约为钢筋直径的1.6倍。
4、机具:


4、质量要求:
机械性能――每个楼层、每300个同类型接头为一批,切取三个试件做拉伸试验。应均不低于该级钢筋的抗拉强度,否则加倍取。
外观——纵肋对正,焊包均匀(凸出≮4mm),无烧伤;轴线偏移≯0.1d和2mm;弯曲角度≯3°。
(四)电阻点焊:

1、用于:8~16钢筋,4~5mm冷拔钢丝的交叉连接,以制作网片、骨架等。
2、原理:利用电阻热熔化钢筋接触点,加压形成结点。
3、机械:点焊机(单头、多头、悬挂式、手提式—现场用)
4、要求:焊点压入深度:较小筋直径的18~25%;
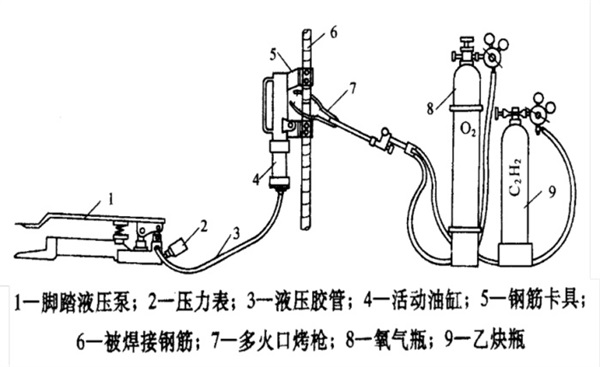
(五)气压焊:
1、用于:14mm以上的筋,竖向、水平、斜向连接的现场焊接接长。
2、原理:利用氧、乙炔火焰加热钢筋接头处,使之达到塑性状态,在初压作用下,端头金属原子互相扩散,表面熔融后(1250~1350℃,桔黄色有白亮闪光出现),加压形成结点。
3、主要设备:加热器——混合气管、喷头;加压油泵、油缸等;卡具。
4、质量要求:
外观——偏心量≯0.15d且≯4mm,轴线弯折角≯3°;
镦粗区:直径≮1.4d,长度≮1d;接头无环向裂纹,镦粗区表面无严重烧伤。
机械性能——每楼层、每300个接头为一批,切取三个接头做拉伸试验,均不低于该级筋抗拉强度,否则加倍截取。梁、板的水平筋需应增加3个做弯曲试验。
钢筋的机械连接
(一)套管冷挤压连接
1、特点:强度高、速度快、准确、安全、不受环境限制。
2、适用: (带肋粗筋)18~40d的钢筋,异径差≯5mm。
3、方法:径向挤压;

4、要求:
套管材料、规格合格,屈服、极限强度比钢筋大10%以上;
钢筋无污、肋纹无损;
压痕道数符合要求(3~8×2道),压痕外经为0.85~0.9套管原外经;
接头无裂纹,弯折≯4°
强度检验:500个取3个,1个不合格,加倍抽样复验;
(二)螺纹连接
1、特点:速度快、准确、安全、工艺简单、不受环境、钢筋种类限制。
2、适用:直径16~40的竖向、水平、斜向钢筋,异径差≯9mm。
3、方法:锥螺纹、直螺纹(镦粗、滚压)

4、要求:
套筒材料、尺寸、丝扣合格(塞规检查、盖帽);
钢筋丝扣合格(卡规、牙规检查)、洁净、无锈,套保护帽;
锥螺纹连接需用力矩扳手拧紧至出声;
外露少于一个完整丝扣;
正式连接前,每300取3个试样,直螺纹连接:达到A级接头标准( ≮ 钢筋抗拉强度)
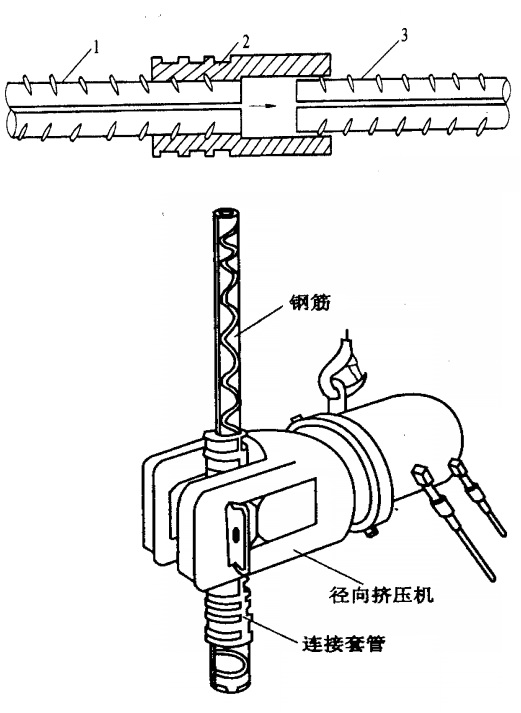
钢筋机械连接——冷压套筒连接

钢筋冷压套筒连接最初采用轴向冷挤压连接技术,与预应力施工中的挤压锚的挤压类同。图为北京亚运会工程曾应用过的该技术。

目前,冷压套筒连接主要为径向冷压技术。图为南京古南都饭店的地下室底板Ø40钢筋的8000个接头应用该技术连接。

冷压套筒连接的接头质量可靠,特别适用于大直径钢筋的连接以及受疲劳荷载的结构钢筋连接。
钢筋机械连接——锥螺纹套筒连接

螺纹套筒连接技术最近应用日趋广泛,其施工方便,可全天候作业。图为将钢筋夹于套丝机上,切削加工。

套丝机切削加工时,对刀具的要求高,加工后的丝牙外观清晰,螺牙完整。

螺纹套筒连接有锥螺纹和直螺纹连接两种。早期锥螺纹采用车削螺纹加工,现改用滚压螺纹加工。直螺纹连接又分镦粗车削和剥肋滚压直螺纹两种。

螺纹套筒连接接头能应用于水平钢筋和竖向钢筋的连接,在钢筋密集区连接也很方便。
操作要点:
钢筋端面平头:采用砂轮切割机平头(严禁气割),保证钢筋端面与母材轴线方向垂直。
剥肋滚压螺纹:使用钢筋剥肋滚压直螺纹机将连接钢筋的端头加工成螺纹。
丝头质量检验:对加工的丝头进行质量检验。
带帽保护:用专用钢筋丝头塑料保护帽进行保护,防止螺纹被磕碰或被污染。
丝头质量抽检:经理部质检员、工长组织对自检合格的丝头进行的抽样检验。
存放待用:按规格型号及类型进行分类码放。
钢筋连接注意事项
1、钢筋的接头宜设置在受力较小处。同一纵向受力钢筋不宜设置两个或两个以 上接头。接头末端至钢筋弯起点的距离不应小于钢筋直径的 10 倍。
2、当受力钢筋采用机械连接接头或焊接接头时,设置在同一构件内的接头宜相 互错开。
3、纵向受力钢筋机械连接接头及焊接接头连接区段的长度为 35 倍 d(d 为纵向受力 钢筋的较大直径)且不小于 500mm,凡接头中点位于该连接区段长度内的接头均属于 同一连接区段。同一连接区段内,纵向受力钢筋机械连接及焊接的接头面积百分率 为该区段内有接头的纵向受力钢筋截面面积与全部纵向受力钢筋截面面积的比值。 同一连接区段内,纵向受力钢筋的接头面积百分率应符合设计要求;当设计无
具体要求时,应符合下列规定:
1) 在受拉区不宜大于 50%;
2) 接头不宜设置在有抗震设防要求的框架梁端、柱端的箍筋加密区;当无法避 开时,对等强度高质量机械连接接头,不应大于 50%;
4、直接承受动力荷载的结构构件中,不宜采用焊接接头;当采用机械连接接头 时,不应大于 50%。
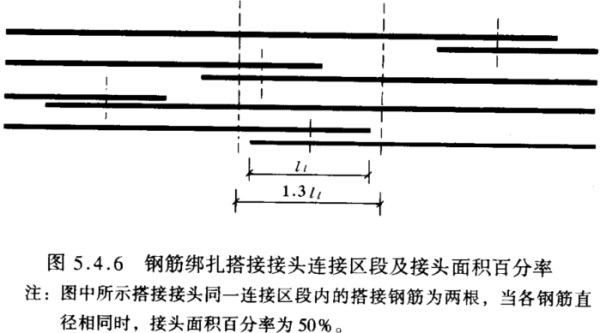
5、同一构件中相邻纵向受力钢筋的绑扎搭接接头宜相互错开。绑扎搭接接头中 钢筋的横向净距不应小于钢筋直径,且不应小于 25mm。
钢筋绑扎搭接接头连接区段的长度为 1.3ll(ll 为搭接长度),凡搭接接头中点位于 该连接区段长度内的搭接接头均属于同一连接区段。同一连接区段内,纵向钢筋搭 接接头面积百分率为该区段内有搭接接头的纵向受力钢筋截面面积与全部纵向受力 钢筋截面面积的比值。
同一连接区段内,纵向受拉钢筋搭接接头面积百分率应符合设计要求;当设计 无具体要求时,应符合下列规定:
1) 对梁类、板类及墙类构件,不宜大于 25%;
2) 对柱类构件,不宜大于 50%;
3) 当工程中确有必要增大接头面积百分率时,对梁类构件,不应大于 50%;对 其他构件,可根据实际情况放宽。
6、在梁、柱类构件的纵向受力钢筋搭接长度范围内,应按设计要求配置箍筋。 当设计无具体要求时,应符合下列规定:
1) 箍筋直径不应小于搭接钢筋较大直径的 0.25 倍;
2) 受拉搭接区段的箍筋间距不应大于搭接钢筋较小直径的 5 倍,且不应大于 100mm;
3) 受压搭接区段的箍筋间距不应大于搭接钢筋较小直径的 10 倍,且不应大于200mm;
4) 当柱中纵向受力钢筋直径大于25mm时,应在搭接接头两个端面外100mm,范围内各设置两个箍筋,其间距宜为 50mm。
|

